-

南京雷能精密机械有限公司
主营:发那科慢走丝,发那科加工中心,精密磨床 - 15905186448

南京雷能精密机械有限公司
主营:发那科慢走丝,发那科加工中心,精密磨床 5
5
1、设备的主要技术参数:
设备型号 | α-C400iB | α-C600iB | α-C800iB | |
设备规格 | 400mm×300mm | 600mm×400mm | 800mm×600mm | |
工作台 | 尺寸 | 626mm×441mm | 898mm×620mm | 1132mm×820mm |
承载 | 500Kg | 1000Kg | 2000Kg | |
行程 | X轴 | 400mm | 600mm | 800mm |
Y轴 | 300mm | 400mm | 600mm | |
Z轴 | 255mm | 310mm | 310mm | |
斜度 | ±30°/80mm | ±30°/150mm | ±30°/150mm | |
辅助行程 | U轴 | ±60mm | ±100mm | ±100mm |
V轴 | ±60mm | ±100mm | ±100mm | |
2、设备的主要技术参
(A) 切割效率:330mm2/min
(B) 机床消耗功率:13KVA ;
(C) 电极丝直径:Ф0.10~Ф0.30mm;
(D) 走丝速度:<15 M/min ;
(E) 粗糙度:Ra≤0.19μm;
(F) 精度(按JIS标准):
X轴的定位精度:±0.005mm ;
X轴的重复定位精度:±0.002mm ;
Y轴的定位精度:±0.005mm ;
Y轴的重复定位精度:±0.002mm ;
U、V轴的定位精度:±0.005mm ;
U、V轴的重复定位精度:±0.003mm ;
(G) 高速自动穿线AWF功能(10秒循环,0.10细线可自动穿线)
上述精度指标的校准已在日本工厂完成,以日本工厂出具的出厂精度报告为准。
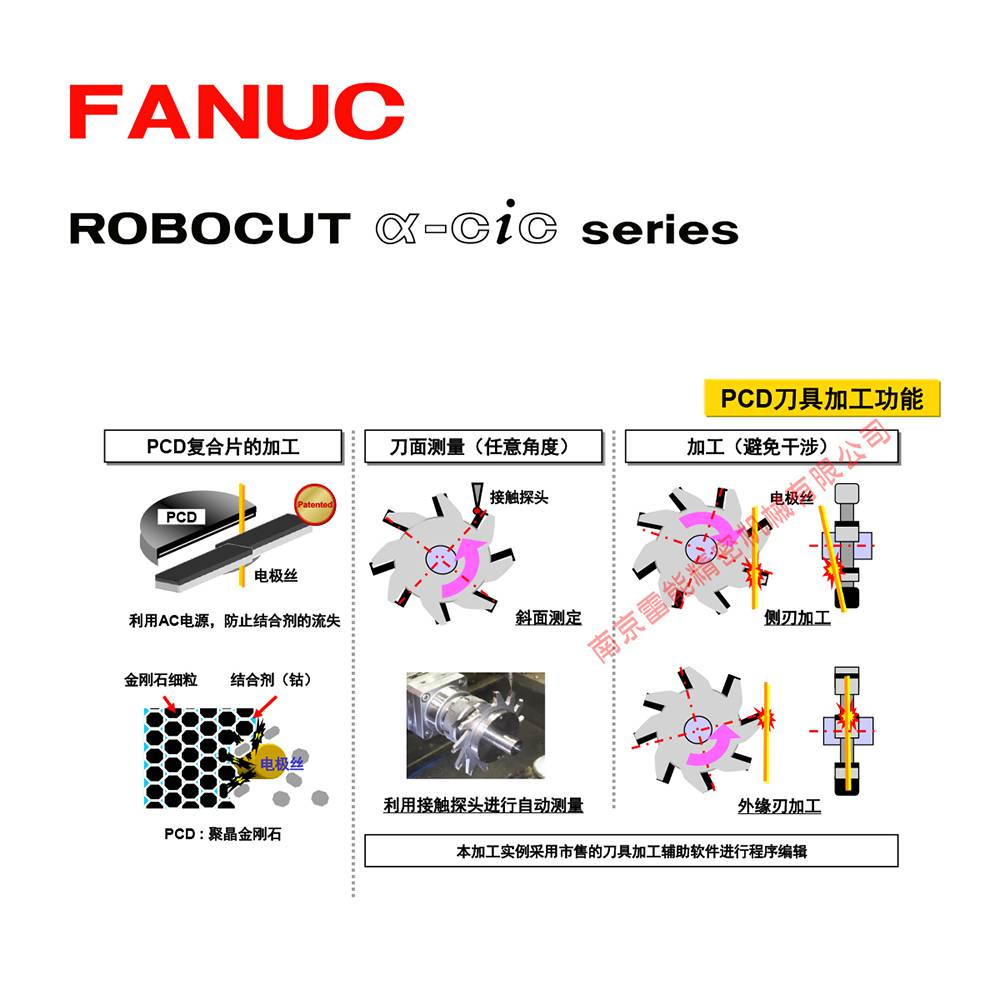
1 PCD的性能及应用
聚晶金刚石(PCD)是将粒度为微米级的金刚石微粉与少量金属粉末(如Co)混合后在高温(1400℃)高压(6000MPa)下烧结而成的聚晶体。与其它刀其材料相比,聚晶金刚石具有如下特点;⑴较高的硬度和耐磨性:②高导热性和低热膨胀系数,切削时散热快,切削温度低,热变形小;③摩擦系数小,可降低加工表面粗糙度。但由于聚晶金刚石与铁族元素有很强的亲和力,因此不适合加工黑色金属及其合金。
PCD刀具在有色金属及其合金、非金属材料及复合材料的切削中体现出优良的切削性能,可用于制作车刀、鏜刀.铣刀和钻头、铰刀、锪刀、锯刀、镂刀、剃刀及复合孔加工刀具(如图1),广泛用于航空**、精密电子、医疗器械、汽车制造、风力发电等精密加工,现已成为如汽车零部件的切削加工,各种电动工具、电机加工及非金属材料加工行业等*的加工刀具。
2 PCD刀具的刃口对生产加工的影响
刀具具有锋利的刃口对生产加工具有重要的影响,一方面在相同条件下锋利的刀具刃口可以使加工变的轻便,从而降低切前力,提高加工效率,降低生产成本,另一方面锋利的刀具刃口可以提高被加工工件的表面质量和尺寸精度,进而提高工件的耐磨性、耐腐蚀性、耐疲劳性以及改善零部件的装配精度和质量,在PCD刀具的刃磨加工中,刃口处理对于提高刀具使用寿命十分重要。以加工发动机气门孔用PCD刀具为例,进口刀具的正常使用寿命为3万件,但未经刃口处理的自制刀具仅加工300件后零件尺寸即偏小**差,其主要原因是刀具初始磨损阶段的磨损量**过了刀具公差,当刀具磨损进入尺寸稳定阶段时,加工零件尺寸已**差,虽然刀具刃口状况良好,但不得不报废。刃口处理的目的就是刃磨时预留初始磨损量,当刀具磨损进人尺寸稳定阶段时其加工尺寸正好处于公差范围内,以延长刀具使用寿命。